
The Problem
A North American steel producer utilizing a three-phase Electric Arc Furnace (EAF) was experiencing extreme increases in electrode cost for the melting furnace. Increased electrode costs and an overall supply shortage have been common challenges across the industry. The graphite electrodes are a critical piece of any melt shop operation, as they carry the necessary current for creating the electrical arc that melts the scrap steel.
Facing negative impacts to their overall operating margin, the steelmaker turned to ChemTreat for help.
The Solution
The most common practice to cool the electrode during a heat is by utilizing spray water. The water is directly sprayed onto the electrode surface through a spray ring. The spray ring is positioned around the circumference of the electrode, located just below the holder. This process can result in sidewall oxidation, which may cause premature electrode failure.
Committing over 4,000 manhours to the project, ChemTreat developed and patented* a process of introducing an additive package to the spray cooling water to reduce sidewall oxidation.
After creating a wide variety of additive packages, ChemTreat began running field trials. Within the first few weeks of the trial, consumption reductions were verified by the melt shop superintendent, and within 60 days, the generated savings from the electrode consumption reduction (ECR) program were verified by site leadership.
The Results
Program selection is based on individual site spray water chemistry and trial results. Consequently, two additives were selected for trial evaluations. The initial product was evaluated by the mill over a seven-week period, yielding an average 2.2% reduction in electrode consumption.
At the conclusion of the initial seven weeks, the mill evaluated a second ECR product to provide advanced synergy and further reductions. Over the next 39 weeks, both products were fed to the EAF spray water. The result was an additional 3.59% reduction in consumption, yielding an average consumption reduction of 5.79%.
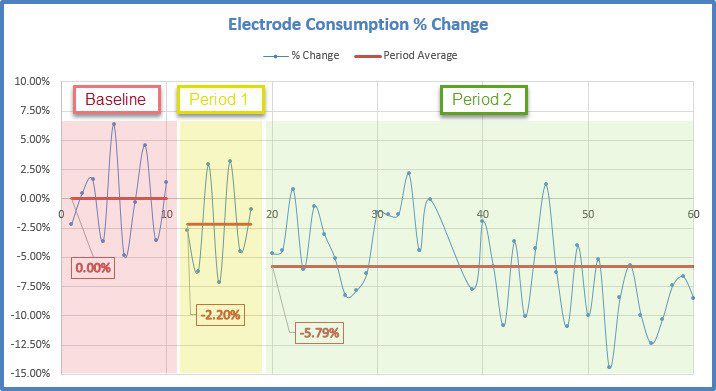
The graph above illustrates the mill improvements during the trial period. Because of the positive ECR trial results, the mill implemented a permanent application to maintain cost and operational savings associated with this unique treatment approach.
*Patent Number US 10,694,592 B1
Results are examples only. They are not guaranteed. Actual results may vary.
